As demand for lightweight engines increases, more and more customers are requesting tools and methods to process bimetal engine blocks.
To reduce carbon dioxide emissions, the requirement for lightweight components is intense for all moving vehicles - airplanes, boats, cars and trucks just to mention a few. Lighter vehicles simply mean a reduced carbon footprint.
To meet these demands, several automotive engine manufacturers have been developing lightweight bimetal engine blocks, where the main body is made of an aluminum-silicon alloy and the liner, exposed to high mechanical and thermal loads, is made of gray cast iron (GCI). The combination is mechanically reliable and substantially lighter than the traditional cast iron engine blocks. Machining them can, however, be a bit tricky, as the mechanical properties of the two metals differ widely.
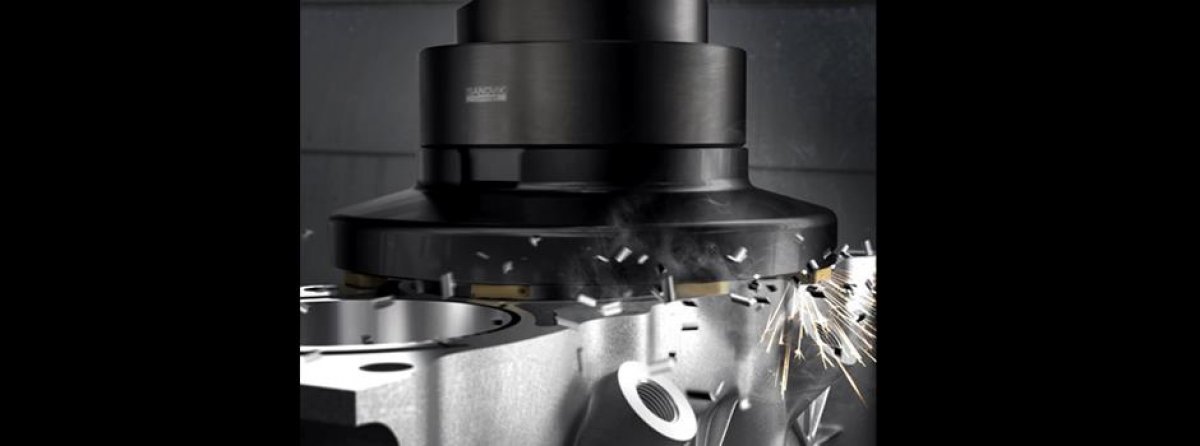
Face milling of the fire face is one of the last operations on an engine block. Failing means that you may have to scrap the whole component, which is very costly, says Phillipe Andre, Global Automotive Application Engineer at Sandvik Coromant.
When machining bimetal, the same insert is engaged in cutting of two materials with very different thermal and mechanical properties simultaneously. While the aluminum alloy becomes soft and sticky at elevated temperatures, the GCI material is a brittle high-strength counterpart. Limited tool life, poor surface finish, burr formation, scratches on the face and flaking on the liner are common challenges; failures that are unacceptable in a key feature that has to perform flawlessly.
In addition, the automotive industry is highly automated today, which means a high level of unmanned production. Just imagine the cost irregular and frequent insert changes or, even worse, a sudden breakage of an insert, says Emmanuel David, Automotive Global Product Manager at Sandvik Coromant.
Reliable tool life, surface finish, repeatability and a stable process were therefore the main goals when the Automotive team set out to develop new solutions for automotive engine manufacturers.
Never underestimate the need for good surface finishing in this operation. Flaking on the liner or even a small scratch on the surface can result in leakages, inferior performance and, eventually, increased emissions, Phillipe explains.
To meet the different customer demands, the Sandvik Coromant teams from France and Sweden have developed two solutions: a face milling tool, M610, for transfer lines or CNC machines, and with it, a brand-new machining process to be applied in machining centers. The M610 cutter is an innovative combination of inserts and design. The inserts have radial and axial cutting angles and dedicated edge preparation, along with shapes that meet the surface finish and tolerance requirements when milling over the two materials. One important feature on the M610 is the fact that the cutter does not require any adjustment; the patented cutter provides high surface quality with basically no setup. This is a solution that fits engine productions where full engagement of the cutter diameter over the face is required," says Phillipe.
The M610 face milling cutter has shown excellent results in the numerous customer tests we’ve performed. Run-out is close to zero, without burrs, chipping or scratches on the surface, David says.
Complementing the capabilities of the M610, the new bimetal machining method produces a clever tool path starting over the GCI-liner. When finished, the tool moves over to the aluminum alloy, which means that the inserts are almost never engaged in two metals at the same time. The new method, based on the CoroMill® 590 high-speed finishing milling concept with CBN inserts, has demonstrated outstanding results.
This solution works for engine productions where flexibility is required or when there is no need for the cutter diameter to be fully engaged over the face.
Both concepts will support the automotive industry in their ambition to produce more environmentally-friendly engines. Up until now, there has been a tremendous frustration among engine manufacturers when it comes to the bimetal fire face milling operation. We see a huge demand that both solutions can fulfill in a great way, David concludes.